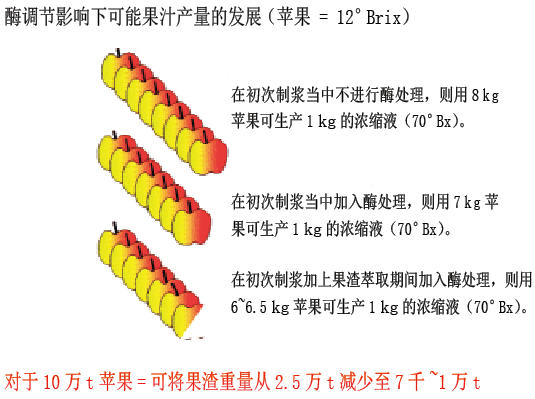
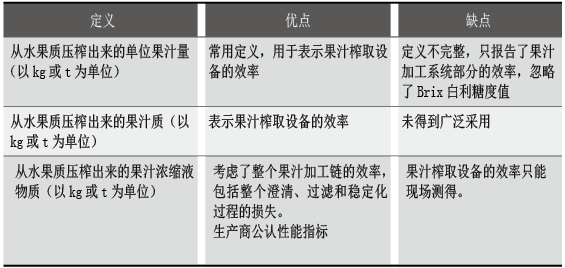
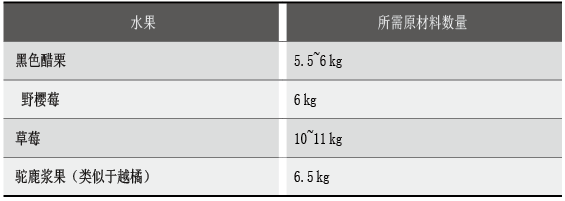
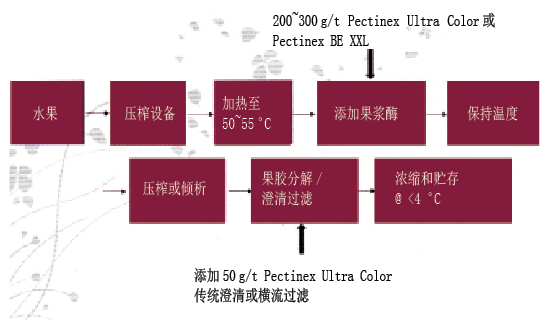
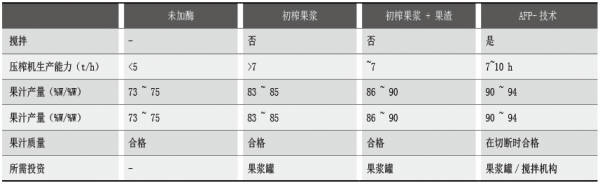
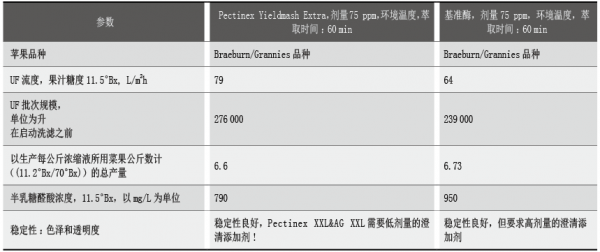
The combination of a modern enzyme system with a suitable juice production system provides a high value service that helps companies achieve optimal juice yields and maintain profitability. Industrial juice production and modern enzyme systems play an important role in increasing yield and stability – it is not possible to mass produce high quality and stable vegetable juice products for a wide consumer market without the use of modern technology. The volatility of the beverage market, rising raw material prices and fierce competition have led to increased economic pressure in recent years. The de facto global trade in the juice concentrates of the country of origin must also be considered here. The current industry is more dependent on technology than ever before, and it is impossible to achieve economically viable juice production on an industrial scale without using the right technical measures to increase production. The combination of a modern enzyme system with a suitable juice production system provides a high value service that helps companies achieve optimal juice yields and maintain profitability. The term “production†is still one of the key efficiency indicators widely used by industrial juice producers. What is the output? In short, at the “front endâ€, x kg (or t) of fruit enters the production line, and at the “back endâ€, y kg (or t) of juice or juice concentrate is pressed and produced, as shown in Figure 1. Figure 1 uses a juice factory as a "black box" Taking nuclear fruit as an example to talk about the factors affecting juice yield First, we will always use stone fruit (pear and apple) as our example: and this process of achieving optimal juice yield involves many factors. In addition to conditioning with pulp enzymes that reflect today's latest technological achievements, the following factors should also be considered: Raw material quality â— Variety â— Maturity / Brix â— Conditions â— Temperature Production equipment â— Maintenance status (for example, grinding surface) â— Installation settings / segment level â— Pulp buffer tank â— Service life â— Duration volume â— Whether the temperature is set Juice extracting equipment â— Horizontal press â— Belt press â— Decanter The maintenance status of the production facility must also be considered when evaluating the juice press system. The assessment of the maintenance status includes, for example, what is the discharge component of the horizontal press? How is the fit of the belt cleaning system with the associated press? How is the decanter set? When discussing the juice production problem, these automated operating equipment must also be considered. the elements of. Using stone fruit as an example to define yield The term "yield" has a different meaning. The easiest way to clarify the concept of production is to produce 100% apple juice concentrate. The efficiency of juice production can be easily quantified by correlating the amount of raw materials required in kilograms of apples with the amount of transparent concentrate produced in kilograms from these apples. During the near-optimal conditions of adding fruit pulp enzymes to mature and healthy apples, experience has shown that producing 1 kg of transparent 70° Brix concentrate requires about 6.2 to 6.5 kg of apples. Figure 2 Possible yield overview: number of apples needed to get 1 kg of concentrate Example: If 6.5 kg of apple can produce 1 kg of concentrate (70 ° Brix Brix), the x kg concentrate produced with 1 000 kg of apple can be expressed as follows: 6.5/1 = 1 000/x After solving the value of x, this formula becomes: x = 1 000/6.5 = 153.85 kg If rounded, 154 kg of concentrate can be obtained. What is the equivalent amount calculated as a 12° Brix juice and expressed as a percentage? The 154 kg concentrate of 70° Brix sugar is equal to the x kg concentrate of 12° Brix sugar. Here is an example calculation: 154*70 = 12*x After solving the x value: 154 * 70/12= x = 898 kg As you can see, the results are surprising, because after solving x, this calculation shows that 1 t of apples reproduces 898 kg of juice (12 ° Brix Brix), that is, nearly 90% of the yield. . How many L of juice is this value? The specific gravity of the juice is 1 048 kg/L based on the 12° Brix sugar content. From the winemaking process, we know the concept of °Oechsle, which takes into account the sugar content of the juice. More specifically, °Oechsle is the difference in specific gravity between 1 L of water and 1 L of juice. In the above case, 48°Oechsle is estimated, and then a factor of 4 is added to obtain the corresponding Brix Brix from the specific gravity, and is in units of °Oechsle. We hypothesized that the virgin juice that was subsequently processed into a concentrate also exhibited a sugar content of 12° Brix. However, this method also has the disadvantage that only the amount of juice flowing from the press is detected. Of course, the loss of product due to clarification, filtration and chip processing in subsequent processing steps is not taken into account here. Therefore, only this part of the juice production was considered, in which the overall efficiency of the processing chain was described by the characteristic value of 1 kg of concentrate from x kg of apple (see summary in Table 1). Table 1 Various definitions of the term "yield" It is possible to increase production If the enzyme is added to the pomace after the first enzymatic treatment of the pulp and further soaking, the overall yield is likely to increase. In some cases, only 1 kg of apple is needed to achieve a 1 kg concentrate production. The values ​​in this scale can often be reached in the production of 100% apple juice concentrate using a very mature apple. As a leading producer of enzyme products, Novozymes developed AFP (Advanced Fruit Processing) technology several years ago, achieving up to 95% of the highest possible juice yield and successfully applied to large production facilities producing transparent concentrates. Table 2 Examples of the number of berries required for 1 kg of 65° Brix juice concentrate However, the premise of this achievement is that the apple used in the front-end processing is very mature and has shown a Brix Brix value between 13 and 14. Another variation is the use of a primary press method, for example, using a continuous belt press without attempting to achieve maximum throughput, and rapidly processing Class A juice into turbid juice. Enzyme assisted extraction of the juice (B juice), which is still rich in wet pomace, is carried out, and secondary pressing is performed using a horizontal press. Current production practices for enzyme-catalyzed extraction of pulp and pomace are summarized in Figure 3. Figure 3 berry and red grape processing sequence It is not particularly difficult to extract the juice "actively" from the pulp containing high concentrations of pectinase. But is this extraction really necessary? More is not always better. This also applies to the use of enzymes to temper the pulp. The most critical of these is the decomposition of only soluble substances and gums that bind the juice together. Modernized apple pulp enzyme products such as Pectinex YieldMash Extra are selective in action and target only glial compounds that bind the juice together. On the other hand, the insoluble matter called the original pectin is truly intact. This will allow the viscosity to drop while maintaining a better pulp structure for pressing, and thus achieving higher yields, increasing press productivity, leaving only the dried pomace. Table 3 Changes in fruit pulp enzyme tempering Three other advantages should also be considered: First, despite the previous fruit pulp enzyme tempering, a large proportion of the pectin that retains the original pectin can still be used for pectin production. However, its production efficiency will not be as high as that of a completely untreated pulp, and the gelatin produced by the resulting pectin will be slightly lower. Secondly, in this environment, it should also be mentioned that when a modern fruit pulp enzyme is used, a small amount of galacturonic acid is released as a pectin degradation product. Galacturonic acid is an all natural substance and its presence in fruit juices and concentrates is not subject to any regulations. However, fluctuations in galacturonic acid levels may occur during processing, and such fluctuations have actually received some attention in global trade, which occurs when assessing the nature of 100% apple juice concentrate, and Will affect pricing. Finally, practice has shown that further processing of fruit juices is also advantageous when using optimized fruit pulp enzymes such as Pectinex YieldMash Extra, and is evidenced by longer filtration cycles. Juice treatment with stone fruit as an example In this environment, the second major area of ​​possible fruit enzyme application is the complete decomposition of pectin and starch within the juice itself, so that reliable clarification can be achieved and economical filtration can be achieved first. Juice. Although it is one of the key points in the pulp enzyme to focus on soluble pectin, if possible, retaining the structural integrity of the pulp is conducive to achieving good crushability, and all substances that play a stabilizing role, such as glue, Starch, arabinase, etc. must be broken down into components of the lowest molecular weight. Further juice clarification and stabilization measures (clarification, filtration and final concentration/pasteurization) can only be carried out when this condition is met. In this case, the enzyme acts to determine the highest possible stability of the final product clear juice or clear juice concentrate. A soluble juice pectinase such as Pectinex Ultra Clear or Pectinex XXL can be used. In addition to the main pectin lysis reaction, sufficient arabinase reaction must be present in the enzyme to effect pectin treatment on apple juice, especially pear juice. In addition, these enzymes must be able to cope with "severe" conditions during heat clarification (fruit temperature: 50-57 ° C, pre-concentrated juice 16 to 17 ° Brix sugar, low pH). Table 4 Pectinex Yieldmash Extra enzyme comparison results In addition, amylases, which have a particularly critical role in the early stages of stone growth, also contribute to enzymatic starch decomposition. Fluid-enhanced enzymes are a relatively new innovation. Since ultrafiltration represents the latest technology in the production of clear juices, juices after pectin removal do have reproducible changes in filterability that necessitate screening for specific enzyme reactions. In particular, rhamnose polygalacturonic acid and arabinogalactan from the pectin side chain appear to be responsible for premature clogging of the ultrafiltration (UF) membrane, which results in a shortened filtration cycle. Therefore, the industry is stepping up efforts to find pectinase, which contains the corresponding enzymes that can handle these harmful side effects. Viscozym L is an enzyme which, in addition to ensuring the pectin dissolution reaction, can also produce hemicellulolytic enzyme side effects as described above, thereby resulting in a longer filtration cycle. Fruit juice production and tempering with berries as an example Naturally, in the processing of berries into juice, the use of measures to increase production is also of great economic value. It can also be said that the use of pectinolytic enzymes is of particular importance in this particular environment. On the one hand, berry costs are relatively expensive, so achieving optimal juice yields is economically important. On the other hand, some such as black currant, wild cherry, raspberry (bilberry) are rich in pectin, so the pulp enzymes are purely technically necessary. These materials will be processed according to the best industry practices. In addition to producing as much juice as possible, the focus of juice production is to extract the color components of the berries or grapes as much as possible. Only consider these two aspects when using the right processing technology, and carefully select the optimal enzyme solution to ensure success. The pectinase reaction of the enzyme product used must be high enough that even fruits with very rich pectin (such as black currant) can be processed smoothly. At the same time, for example, anthocyanase may also cause harmful side effects, but these are kept to a minimum, so that the color corresponding to the variety of the juice or concentrate can still be retained. A tabular review of the achievable juice yield is actually more difficult because of the diverse properties of berries, namely in pectin content, soluble dry matter, anthocyanins, and the like. Therefore, different amounts of raw materials are required to produce a transparent juice concentrate. to sum up Modern enzyme tempering systems are an integral part of large-scale juice production. Combined with the right processing technology, these enzyme products guarantee high product quality and a competitive advantage in the juice industry. Enzyme product manufacturers have made great strides in the field of fruit enzymes in recent years. The term “yield†is one of the most important indicators of juice production. Efficiency can be defined in a variety of ways, including quantitative and qualitative criteria, such as when producing berry juice. However, the focus has always been on extracting valuable ingredients from fruits in a technically proven and cost-effective manner and minimizing harmful ingredients. The main goal is to ensure the stability and taste of all juice products and ultimately meet consumer expectations.